|
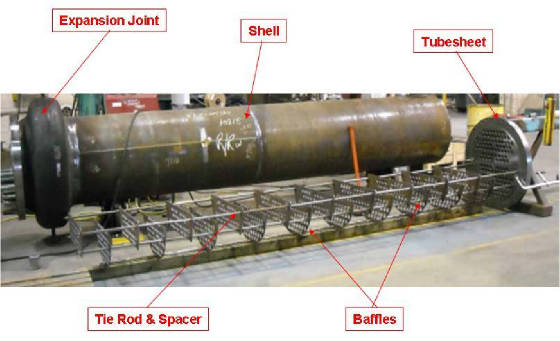
Shell-and-Tube Heat Exchangers Construction Details The shell-and-tube heat exchanger is named for its two major components – round tubes mounted inside a cylindrical
shell. The shell cylinder can be fabricated from rolled plate or from piping (up to 24 inch diameters). The tubes are thin-walled tubing produced specifically for use in heat exchangers. Other components include: the channels (heads), tubesheets,
baffles, tie rods & spacers, pass partition plates and expansion joint (when required). Shell &
tube heat exchanger designs and constructions are governed by the TEMA and ASME codes.
Tubes Tubing may be seamless or welded.
Seamless tubing is produced in an extrusion process; welded tubing is produced by rolling a strip into a cylinder and
welding the seam. Welded tubing is usually more economical. Normal tube diameters are 5/8 inch, 3/4 inch and 1 inch. Tubes of smaller diameter
can be used but they are more difficult to clean mechanically. Tubes of larger diameter are sometimes used
either to facilitate mechanical cleaning or to achieve lower pressure drop. The normal tube wall thickness ranges from 12 to 16 BWG (from 0.109 inches to 0.065
inches thick). Tubes with thinner walls (18 to 20 BWG) are used when the tubing material is relatively
expensive such as titanium. Tubing may be finned to provide more
heat transfer surface; finning is more common on the outside of the tubes, but is also available on the inside of the tubes.
High flux tubes are tubing with special surface to enhance heat transfer on either or both sides of the
tube wall. Inserts such as twisted tapes can be installed inside tubes to improve heat transfer especially
when handling viscous fluids in laminar flow conditions. Twisted tubes are also available.
These tubes can provide enhanced heat transfer in certain applications. Tubesheets Tubesheets
are plates or forgings drilled to provide holes through which tubes
are inserted. Tubes are appropriately secured to the tubesheet so that the fluid on the shell side is prevented
from mixing with the fluid on the tube side. Holes are drilled in the tubesheet normally in either of two
patterns, triangular or square. The distance between the centers of the tube hole is called the tube pitch; normally
the tube pitch is 1.25 times the outside diameter of the tubes. Other tube pitches are frequently used
to reduce the shell side pressure drop and to control the velocity of the shell side fluid as it flows across the tube bundle.
Triangular pitch is most often applied because of higher heat transfer and compactness it provides. Square
pitch facilitates mechanical cleaning of the outside of the tubes. Two tubesheets are required except for U-tube bundles. The tubes are inserted
through the holes in the tubesheets and are held firmly in place either by welding or by mechanical or hydraulic expansion.
A rolled joint is the common term for a tube-to-tube sheet joint resulting from a mechanical expansion
of the tube against the tubesheet. This joint is most often achieved using roller expanders; hence the
term rolled joint. Less frequently, tubes are expanded by hydraulic processes to affect a mechanical bond.
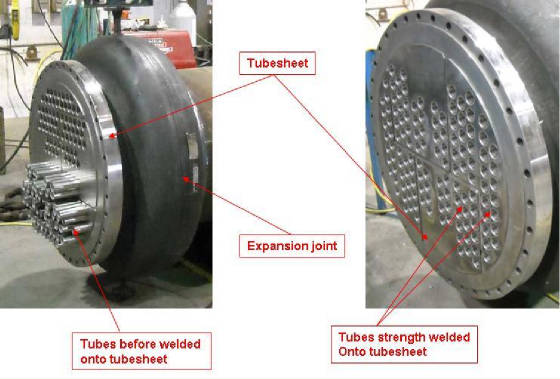
Tubes can also be welded to the front or inboard face of the tubesheet. Strength welding
designates that the mechanical strength of the joint is provided primarily by the welding procedure and the tubes are only
lightly expanded against the tubesheet to eliminate the crevice that would otherwise exist. Seal welding
designate that the mechanical strength of the joint is provided primarily by the tube expansion with the tubes welded to the
tubesheet for better leak protection. The cost of seal-welded joints is commonly justified by increased
reliability, reduced maintenance costs, and fewer process leaks. Seal-welded joints are required when clad
tubesheets are used, when tubes with wall thickness less than 16 BWG (0.065 inch) are used, and for some metals that cannot
be adequately expanded to achieve an acceptable mechanical bond (titanium and Alloy 2205 for instance).
Baffles Baffles serve three functions: 1) support the
tube; 2) maintain the tube spacing; and 3) direct the flow of fluid in the desired pattern through the shell side. A segment, called the baffle cut, is cut away to permit the fluid to flow parallel
to the tube axis as it flows from one baffle space to another. Segmental cuts with the height of the segment
approximately 25 percent of the shell diameter are normally the optimum. Baffle cuts larger or smaller
than the optimum typically result in poorly distributed shell side flow with large eddies, dead zones behind the baffles and
pressure drops higher than expected. The
spacing between segmental baffles is called the baffle pitch. The baffle pitch and the baffle cut determine
the cross flow velocity and hence the rate of heat transfer and the pressure drop. The baffle pitch and
baffle cut are selected during the heat exchanger design to yield the highest fluid velocity and heat transfer rate while
respecting the allowable pressure drop. The
orientation of the baffle cut is important for heat exchanger installed horizontally. When the shell side
heat transfer is sensible heating or cooling with no phase change, the baffle cut should be horizontal. This
causes the fluid to follow an up-and-down path and prevents stratification with warmer fluid at the top of the shell and cooler
fluid at the bottom of the shell. For shell side condensation, the baffle cut for segmental baffles
is vertical to allow the condensate to flow towards the outlet without significant liquid holdup by the baffle. For
shell side boiling, the baffle cut may be either vertical or horizontal depending on the service. Other types of baffles are sometimes used such as: double segmental, triple segmental, helical
baffle, EM baffle and ROD baffle. Most of these types of baffles are designed to provide fluid flow paths
other than cross flow. These baffle types are typically used for unusual design conditions. Longitudinal
baffles are sometimes provided to divide the shell creating multiple passes on the shell side. This type
of heat exchangers is sometimes useful in heat recovery applications when several shell side passes allow to achieve a severe
temperature cross. Tie Rods and Spacers Tie rods and spacers are used for two reasons: 1) hold the baffle assembly
together; and 2) maintain the selected baffle spacing. The tie rods are secured at one end to the
tubesheet and at the other end to the last baffle. They hold the baffle assembly together.
The spacers are placed over the tie rods between each baffle to maintain the selected baffle pitch. The minimum number
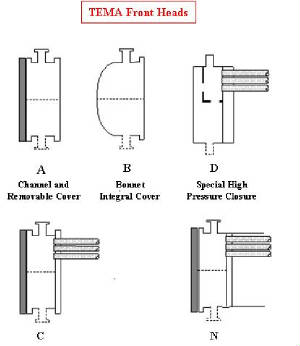
of tie rod and spacers depends on the diameter of the shell and the size of the tie rod and spacers. Channels (Heads) Channels
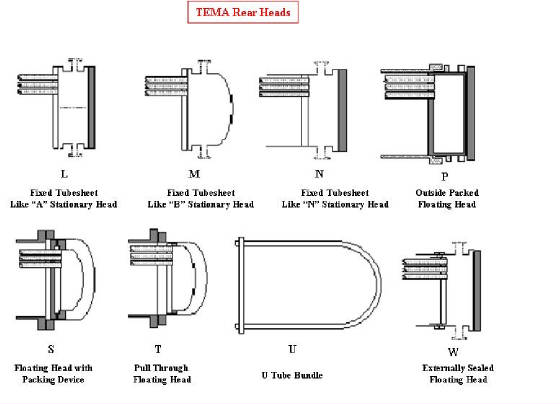
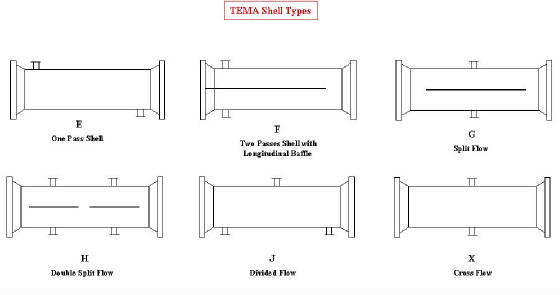
or heads are required for shell-and-tube heat exchangers to contain the tube side fluid and to provide the desired flow path. Many types of channels are available. The three (3) letters
TEMA designation is the standard method for identifying the type of channels and the type of shell of shell-and-tube heat
exchangers. The first letter of the TEMA designation represents the front channel type (where the tube
side fluid enters the heat exchanger), the second letter represents the shell type and the last letter represents the rear
channel type. The TEMA channel types are shown below.
The channel type is selected based on the application. Most
channels can be removed for access to the tubes. The most commonly used channel type is the bonnet.
It is used for services which do not require frequent removal of the channel for inspection or cleaning. The removable
cover channel can be either flanged or welded to the tubesheet. Flanges are usually not provided for units
with larger shell diameters. The removable cover permits access to the channel and tubes for inspection or cleaning without
the need to remove the tube side piping. Removable cover channels are provided when frequent access is required. The
rear channel is often selected to match the front channel. For example a heat exchanger with a bonnet at
the front head (B channel) will often have a bonnet at the rear head (M channel) and will be designated as BEM.
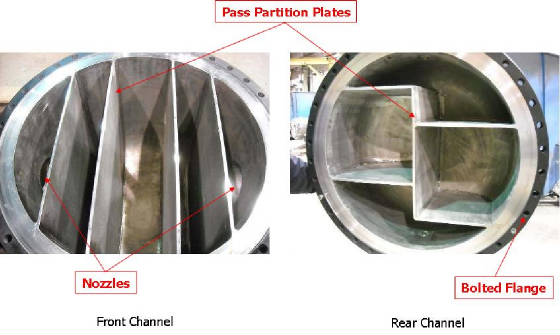
However, there can be circumstances where they are different such as when removable bundles are used. Pass partitions are
required in channels of heat exchangers with multiple tube passes. The pass partition plates direct the
tube side fluid through multiple passes. The number of tube side passes is normally less than eight, although
more than eight passes can in some cases be required. Multiple tube passes allow to maximize the tube side
heat transfer within the pressure drop constraint. Typically, heat exchangers with liquid as the tube side fluid have
multiple tube passes. Most heat exchangers with large tube side volumetric gas flow rates have a single
tube pass.
Typical Applications The shell-and-tube heat exchanger is by far the most common type of heat exchanger used in industry.
It can be fabricated from a wide range of materials both metallic and non-metallic. Design pressures range
from full vacuum to 6,000 psi. Design temperatures range from -250oC to 800oC. Shell-and-tube
heat exchangers can be used in almost all process heat transfer applications. The shell-and-tube design is more rugged than other types of heat
exchangers. It can stand more (physical and process) abuse. However, it may not be the
most economical or most efficient selection especially for heat recovery applications or for highly viscous fluids. The
shell-and-tube heat exchanger will perform poorly with any temperature crosses unless multiple units in series are employed. Typical
applications include condensers, reboilers and process heaters and coolers.
Heat Exchanger pictures courtesy of Festival City Fabricators http://www.steelcraft.ca/fcf/index.php |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||